Ruostumatonta terästä löytyy kaikkialta elämästä, ja on olemassa kaikenlaisia malleja, joita on hölmö erottaa toisistaan. Tänään haluan jakaa kanssanne artikkelin, joka selventää näitä tietoja.

Ruostumaton teräs on lyhenne sanoista ruostumaton haponkestävä teräs, ilma, höyry, vesi ja muut heikot syövyttävät aineet tai ruostumaton teräs tunnetaan ruostumattomana teräksenä; ja se kestää kemiallisia syövyttäviä aineita (happoja, emäksiä, suoloja ja muita kemikaaleja), jolloin terästä kutsutaan haponkestäväksi teräkseksi.
Ruostumattomalla teräksellä tarkoitetaan ilmaa, höyryä, vettä ja muita heikosti syövyttäviä aineita sekä happoja, emäksiä, suoloja ja muita kemiallisia syövyttäviä aineita kestävää terästä, joka tunnetaan myös ruostumattomana haponkestävänä teräksenä. Käytännössä heikosti syövyttäviä aineita kestävää terästä kutsutaan usein ruostumattomaksi teräkseksi ja kemiallisesti korroosionkestävää terästä haponkestäväksi teräkseksi. Näiden kahden kemiallisen koostumuksen erojen vuoksi ensin mainittu ei välttämättä kestä kemiallisia aineita, kun taas jälkimmäiset ovat yleensä ruostumattomia. Ruostumattoman teräksen korroosionkestävyys riippuu teräksen sisältämistä seosaineista.
Yleinen luokittelu
Metallurgisen organisaation mukaan
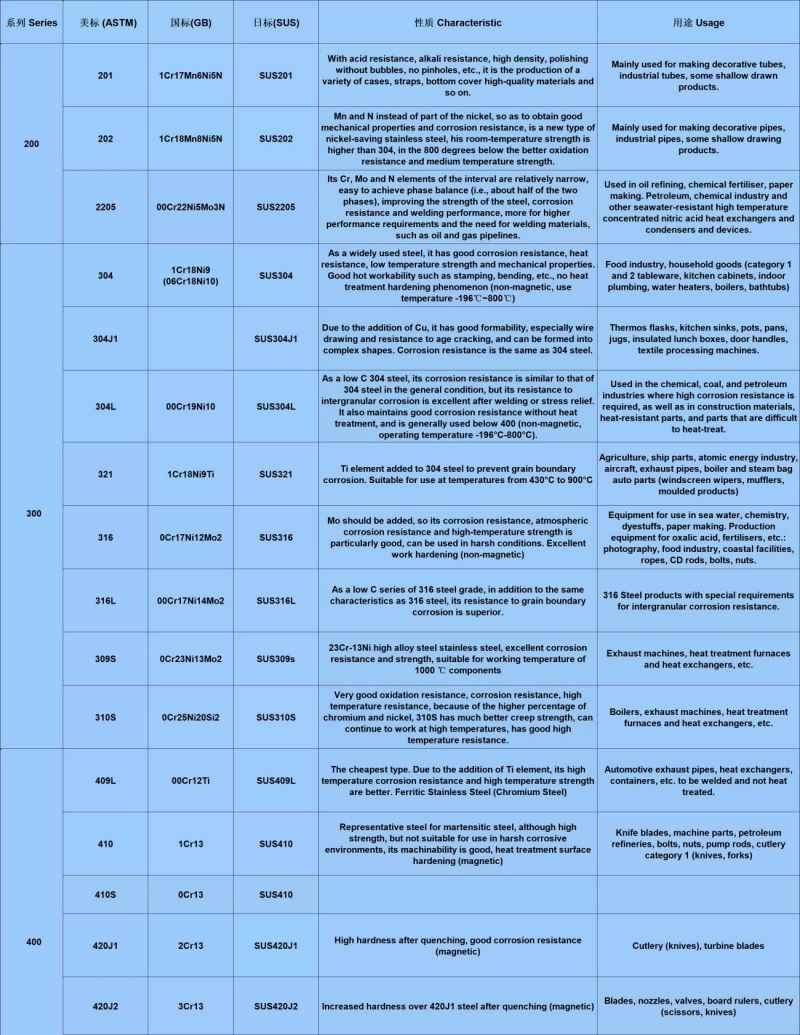
Yleisesti ottaen metallurgisen rakenteen mukaan yleiset ruostumattomat teräkset jaetaan kolmeen luokkaan: austeniittiset ruostumattomat teräkset, ferriittiset ruostumattomat teräkset ja martensiittiset ruostumattomat teräkset. Näiden kolmen luokan perusmetallurgisen rakenteen perusteella tiettyihin tarpeisiin ja käyttötarkoituksiin jaetaan duplex-teräksiä, erkautuskarkenevia ruostumattomia teräksiä ja alle 50 % rautaa sisältäviä runsasseosteisia teräksiä.
1. Austeniittinen ruostumaton teräs
Austeniittisen organisaation (CY-faasi) matriisi-pintakeskeinen kuutiollinen kiderakenne on pääasiassa epämagneettinen, pääasiassa kylmämuokkauksen ansiosta, joka vahvistaa (ja voi johtaa tiettyyn magneettisuuteen) ruostumatonta terästä. American Iron and Steel Institute käyttää 200- ja 300-sarjoja numeerisia merkintöjä, kuten 304.
2. Ferriittinen ruostumaton teräs
Ferriitin (faasin) matriisi- ja kappalekeskeinen kuutiollinen kiderakenne on hallitseva, magneettinen, eikä sitä yleensä voida karkaista lämpökäsittelyllä, mutta kylmämuokkaamalla sitä voidaan hieman lujittaa. American Iron and Steel Institute käyttää 430- ja 446-karkeusluokkia etiketissä.
3. Martensiittinen ruostumaton teräs
Matriisi on martensiittinen rakenteeltaan (kappalekeskeinen kuutiollinen tai kuutiollinen), magneettinen, ja sen mekaanisia ominaisuuksia voidaan säätää lämpökäsittelyllä. American Iron and Steel Institute on merkinnyt luvut 410, 420 ja 440. Martensiitilla on austeniittinen rakenne korkeissa lämpötiloissa, ja se voi muuttua martensiitiksi (eli kovettua), kun se jäähdytetään huoneenlämpötilaan sopivalla nopeudella.
4. Austeniittinen ferriittinen (duplex) ruostumaton teräs
Matriisissa on sekä austeniittinen että ferriittinen kaksifaasinen rakenne, josta pienemmän faasin matriisin pitoisuus on yleensä yli 15 %, magneettinen, kylmämuokkaamalla lujitettava ruostumaton teräs. 329 on tyypillinen duplex-ruostumaton teräs. Austeniittiseen ruostumattomaan teräkseen verrattuna duplex-teräksen lujuus, kestävyys raerajakorroosiota, kloridijännityskorroosiota ja pistekorroosiota vastaan on merkittävästi parantunut.
5. Saostuskarkaistu ruostumaton teräs
Matriisi on austeniittinen tai martensiittinen rakenne, ja se voidaan karkaista erkautuskarkaisulla, jolloin siitä tulee karkaistua ruostumatonta terästä. American Iron and Steel Institute käyttää 600-sarjan digitaalisia etikettejä, kuten 630 eli 17-4PH.
Yleisesti ottaen seosten lisäksi austeniittisen ruostumattoman teräksen korroosionkestävyys on parempi. Vähemmän korrosoivassa ympäristössä voidaan käyttää ferriittistä ruostumatonta terästä. Lievästi korrosoivissa ympäristöissä, jos materiaalilta vaaditaan suurta lujuutta tai kovuutta, voidaan käyttää martensiittista ruostumatonta terästä ja erkautuskarkenevaa ruostumatonta terästä.
Ominaisuudet ja käyttötarkoitukset
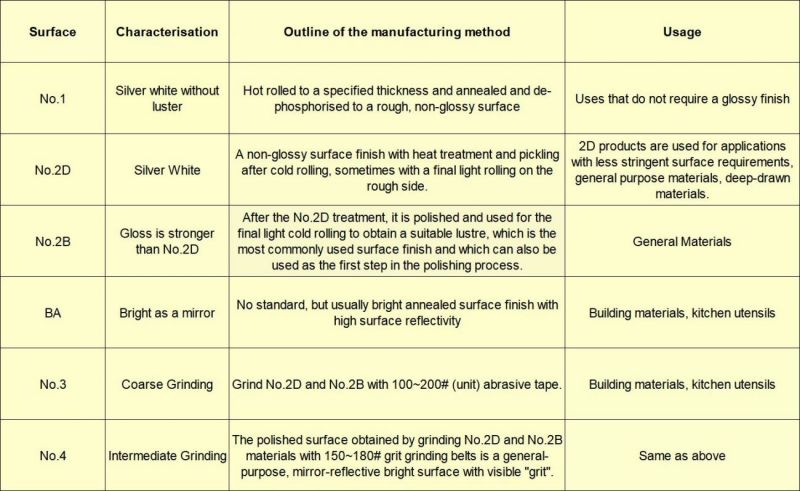
Pintaprosessi
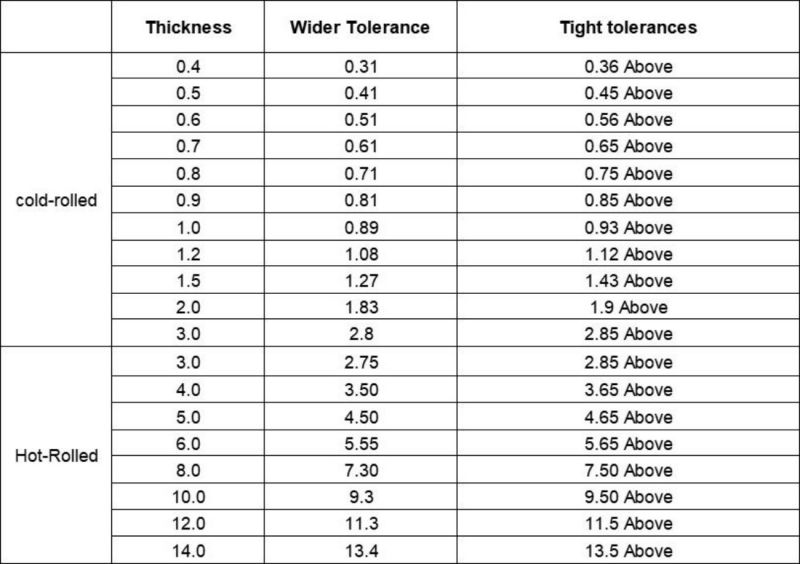
Paksuuden ero
1. Koska terästehtaan koneet valssausprosessissa kuumentavat teloja lievän muodonmuutoksen vuoksi, mikä johtaa levyn paksuuden poikkeamaan valssauksesta. Yleensä paksuus on ohut levyn kahden sivun keskellä. Levyn paksuutta mitattaessa paksuus on mitattava levyn pään keskeltä.
2. Toleranssin syy perustuu markkinoiden ja asiakkaiden kysyntään, ja se jaetaan yleensä suuriin ja pieniin toleransseihin.
V. Valmistus- ja tarkastusvaatimukset
1. Putkilevy
① liitosputkilevyjen puskuliitokset 100 %:n sädetarkastukseen tai UT:hen, pätevyystaso: RT: II UT: II taso;
② Ruostumattoman teräksen lisäksi jatkettu putkilevy jännitystenpoistolämpökäsittely;
③ putkilevyn reiän sillan leveyden poikkeama: reiän sillan leveyden laskemiseen käytettävän kaavan mukaan: B = (S - d) - D1
Reiän sillan vähimmäisleveys: B = 1/2 (S - d) + C;
2. Putkilaatikon lämpökäsittely:
Hiiliteräksestä, niukkaseosteisesta teräksestä hitsattu putkikotelo, jossa on jaettu väliseinä, sekä putkikotelon sivuaukkojen ollessa yli 1/3 sylinteriputkikotelon sisähalkaisijasta, laipan ja väliseinän tiivistyspinnat on käsiteltävä lämpökäsittelyn jälkeen.
3. Painetesti
Kun vaipan prosessisuunnittelupaine on pienempi kuin putken prosessipaine, lämmönvaihtimen putken ja putkilevyn liitosten laadun tarkistamiseksi
① Vaippaohjelman paineenkorotus putkiohjelman mukaisesti hydraulisen kokeen mukaisesti putkiliitosten vuotojen tarkistamiseksi. (On kuitenkin varmistettava, että vaipan ensisijainen kalvojännitys hydraulisen kokeen aikana on ≤0,9ReLΦ)
② Kun edellä mainittu menetelmä ei sovellu, kuorelle voidaan tehdä hydrostaattinen testi alkuperäisessä paineessa läpäisyn jälkeen ja sen jälkeen kuorelle ammoniakkivuototesti tai halogeenivuototesti.
Millaista ruostumatonta terästä ei ole helppo ruostuttaa?
Ruostumattoman teräksen ruostumiseen vaikuttaa kolme päätekijää:
1. Seosaineiden pitoisuus. Yleisesti ottaen 10,5 %:n kromipitoisuus teräksessä ei ruostu helposti. Mitä korkeampi kromi- ja nikkelipitoisuus, sitä parempi korroosionkestävyys. Esimerkiksi 304-materiaalin nikkelipitoisuus on 85–10 % ja kromipitoisuus 18–20 %, joten tällainen ruostumaton teräs ei yleensä ruostu.
2. Valmistajan sulatusprosessi vaikuttaa myös ruostumattoman teräksen korroosionkestävyyteen. Sulatustekniikka on hyvää, laitteet ovat edistyksellisiä ja teknologia on edistynyttä. Suuret ruostumattomasta teräksestä valmistetut tehtaat pystyvät hallitsemaan seosaineita, poistamaan epäpuhtauksia ja säätämään aihion jäähdytyslämpötilaa. Näin ollen tuotteen laatu on vakaa ja luotettava, ja sen sisäinen laatu on hyvä eikä se ruostu helposti. Toisaalta jotkut pienet terästehtaat käyttävät taaksepäin kehitettyä teknologiaa, jossa epäpuhtauksia ei voida poistaa, mikä johtaa väistämättömään ruostumiseen tuotteiden valmistuksessa.
3. Ulkoinen ympäristö. Kuiva ja tuuletettu ympäristö ei ruostu helposti. Ilmankosteus, jatkuva sateinen sää tai happamia ja emäksisiä aineita sisältävä ilma ruostuu helposti. 304-materiaalista valmistettu ruostumaton teräs ruostuu myös, jos ympäristö on liian huono.
Ruostumattomasta teräksestä valmistettujen ruostetahrojen käsittely?
1. Kemiallinen menetelmä
Peittauspastalla tai -suihkeella voidaan auttaa ruostuneita osia uudelleenpassivoimaan kromioksidikalvon muodostuminen ja palauttamaan korroosionkestävyys. Peittauksen jälkeen on erittäin tärkeää huuhdella pinta huolellisesti vedellä kaikkien epäpuhtauksien ja happojäämien poistamiseksi. Kun kaikki on käsitelty ja kiillotettu uudelleen kiillotuslaitteilla, se voidaan peitata kiillotusvahalla. Paikallisiin pieniin ruostepisteisiin voidaan käyttää myös 1:1 bensiinin ja öljyn sekoitusta ja pyyhkiä ruostepisteet puhtaalla rätillä.
2. Mekaaniset menetelmät
Hiekkapuhaltamalla tehtävä puhdistus, puhdistus lasi- tai keraamisten hiukkasten puhalluksella, pyyhkiminen, harjaaminen ja kiillotus. Mekaanisilla menetelmillä voidaan pyyhkiä pois aiemmin poistettujen materiaalien, kiillotusmateriaalien tai pyyhittyjen materiaalien aiheuttama epäpuhtaus. Kaikenlaiset epäpuhtaudet, erityisesti vieraat rautahiukkaset, voivat olla korroosion lähde, erityisesti kosteissa ympäristöissä. Siksi mekaanisesti puhdistetut pinnat tulisi mieluiten puhdistaa muodollisesti kuivissa olosuhteissa. Mekaanisten menetelmien käyttö puhdistaa vain pinnan eikä muuta itse materiaalin korroosionkestävyyttä. Siksi on suositeltavaa kiillottaa pinta uudelleen kiillotuslaitteilla ja peittää se kiillotusvahalla mekaanisen puhdistuksen jälkeen.
Yleisesti käytetyt ruostumattoman teräksen laatu- ja ominaisuudet instrumentoinnissa
1.304 ruostumaton teräs. Se on yksi austeniittisista ruostumattomista teräksistä, jolla on laaja käyttöalue ja joka soveltuu syvävedettyjen muovausosien ja happoputkistojen, säiliöiden, rakenneosien, erilaisten instrumenttirunkojen jne. valmistukseen. Sillä voidaan valmistaa myös ei-magneettisia, matalan lämpötilan laitteita ja osia.
2.304L ruostumaton teräs. 304 ruostumattoman teräksen aiheuttaman Cr23C6-saostumisen ratkaisemiseksi joissakin olosuhteissa on olemassa vakava taipumus raerajakorroosioon ja erittäin vähähiilisen austeniittisen ruostumattoman teräksen kehittyminen. Sen herkistyneen raerajakorroosionkestävyys on huomattavasti parempi kuin 304 ruostumattomalla teräksellä. Hieman heikomman lujuuden lisäksi 321 ruostumattomalla teräksellä on muita ominaisuuksia, joita käytetään pääasiassa korroosionkestäviin laitteisiin ja komponentteihin, joita ei voida hitsata liuoskäsittelyllä, ja sitä voidaan käyttää erilaisten instrumenttirunkojen valmistukseen.
3.304H ruostumaton teräs. 304 ruostumattomasta teräksestä valmistettu sisäinen haara, hiilipitoisuus 0,04–0,10 %, ja sen korkean lämpötilan kestävyys on parempi kuin 304 ruostumattomalla teräksellä.
4.316 ruostumaton teräs. 10Cr18Ni12-teräksessä on molybdeenilisäys, joten teräksellä on hyvä kestävyys pelkistäville väliaineille ja pistekorroosionkestävyys. Merivedessä ja muissa väliaineissa korroosionkestävyys on parempi kuin 304 ruostumattomalla teräksellä, ja sitä käytetään pääasiassa pistekorroosionkestävissä materiaaleissa.
5.316L ruostumaton teräs. Erittäin vähähiilinen teräs, jolla on hyvä herkistyneen raerajakorroosion kestävyys, soveltuu paksujen hitsattujen osien ja laitteiden, kuten petrokemian laitteiden, valmistukseen korroosionkestävistä materiaaleista.
6.316H ruostumaton teräs. Sisäinen haara 316 ruostumatonta terästä, hiilipitoisuus 0,04–0,10 %, korkeiden lämpötilojen suorituskyky on parempi kuin 316 ruostumattomalla teräksellä.
7.317 ruostumaton teräs. Pistekorroosionkestävyys ja virumiskestävyys ovat parempia kuin 316L ruostumattomalla teräksellä, ja niitä käytetään petrokemian ja orgaanisten happojen korroosionkestävien laitteiden valmistuksessa.
8.321 ruostumaton teräs. Titaanistabiloitu austeniittinen ruostumaton teräs, johon on lisätty titaania raerajakorroosionkestävyyden parantamiseksi ja jolla on hyvät korkean lämpötilan mekaaniset ominaisuudet, voidaan korvata erittäin vähähiilisellä austeniittisella ruostumattomalla teräksellä. Korkean lämpötilan tai vetykorroosionkestävyyden ja muiden erityistilanteiden lisäksi yleistä käyttöä ei suositella.
9.347 ruostumaton teräs. Niobiumilla stabiloitu austeniittinen ruostumaton teräs, johon on lisätty niobiumia parantamaan raerajakorroosionkestävyyttä, korroosionkestävyyttä hapoissa, alkaleissa, suoloissa ja muissa syövyttävissä aineissa. 321 ruostumattomasta teräksestä valmistetaan hyvät hitsausominaisuudet. Sitä voidaan käyttää korroosionkestävinä materiaaleina ja lämmönkestävänä teräksenä pääasiassa lämpövoimalaitoksissa ja petrokemian aloilla, kuten säiliöiden, putkistojen, lämmönvaihtimien, akseleiden, teollisuusuunien, uuniputkien ja uuniputkilämpömittareiden valmistuksessa.
10.904L ruostumaton teräs. Erittäin täydellinen austeniittinen ruostumaton teräs, suomalaisen Otto Kempin keksimä erittäin austeniittinen ruostumaton teräs, jonka nikkelipitoisuus on 24–26 % ja hiilipitoisuus alle 0,02 %. Sen korroosionkestävyys on erinomainen. Se kestää hyvin ei-hapettavia happoja, kuten rikki-, etikka-, muurahais- ja fosforihappoa. Samalla sillä on hyvä rakokorroosionkestävyys ja jännityskorroosionkestävyys. Se soveltuu käytettäväksi alle 70 ℃:n rikkihappopitoisuuksissa ja sillä on hyvä korroosionkestävyys etikkahapolle ja muurahais- ja etikkahapposeokselle kaikissa pitoisuuksissa ja kaikissa lämpötiloissa normaalipaineessa. Alkuperäisessä standardissa ASMESB-625 se luokitellaan nikkelipohjaisiksi seoksiksi, kun taas uudessa standardissa se luokitellaan ruostumattomaksi teräkseksi. Kiina käyttää vain likimääräistä 015Cr19Ni26Mo5Cu2-terästä. Muutamat eurooppalaiset instrumenttivalmistajat käyttävät avainmateriaaleissaan 904L-terästä, kuten E+H:n massavirtausmittarin mittausputki. Myös Rolex-kellokoteloissa käytetään 904L-terästä.
11.440C ruostumaton teräs. Martensiittinen ruostumaton teräs, karkaistava ruostumaton teräs, kovuudeltaan korkein ruostumaton teräs, kovuus HRC57. Käytetään pääasiassa suuttimien, laakereiden, venttiilien, venttiilikelojen, venttiili-istukoiden, holkkien, venttiilivarsien jne. valmistuksessa.
12.17-4PH ruostumaton teräs. Martensiittinen erkautuskarkeneva ruostumaton teräs, kovuus HRC44, jolla on korkea lujuus, kovuus ja korroosionkestävyys, ei sovellu yli 300 ℃:n lämpötiloihin. Sillä on hyvä korroosionkestävyys sekä ilmakehän että laimennettuja happoja tai suoloja vastaan, ja sen korroosionkestävyys on sama kuin 304- ja 430-ruostumattomalla teräksellä, joita käytetään offshore-alustojen, turbiinien lapojen, kelojen, istuinten, holkkien ja venttiilien varsien valmistuksessa.
Instrumentointialalla yleisyyden ja kustannusongelmien vuoksi austeniittisen ruostumattoman teräksen valintajärjestys on yleensä 304-304L-316-316L-317-321-347-904L. Näistä 317-terästä käytetään harvemmin, 321-terästä ei suositella, 347-terästä käytetään korkean lämpötilan korroosionkestävyyteen. 904L on vain yksittäisten valmistajien joidenkin komponenttien oletusmateriaali, eikä suunnittelussa yleensä valita 904L-terästä.
Instrumentointisuunnittelun valinnassa instrumentointimateriaalit ja putkimateriaalit vaihtelevat yleensä. Erityisesti korkeissa lämpötiloissa on kiinnitettävä erityistä huomiota instrumentointimateriaalien valintaan prosessilaitteiden tai putkiston suunnittelulämpötilan ja -paineen mukaan, kuten korkean lämpötilan kromimolybdeeniteräsputki. Jos instrumentointimateriaaliksi valitaan ruostumaton teräs, on erittäin todennäköistä, että ongelma ilmenee. Siksi on otettava yhteyttä asiaankuuluvaan materiaaliin, kuten lämpötila- ja painemittariin.
Instrumenttien suunnittelussa valittaessa esiintyy usein erilaisia järjestelmiä, sarjoja ja ruostumattoman teräksen laatuja. Valinnan tulisi perustua tiettyyn prosessiväliaineeseen, lämpötilaan, paineeseen, rasittuviin osiin, korroosioon ja kustannuksiin sekä muihin näkökohtiin.
Julkaisun aika: 11.10.2023